brakuje słowa CNC to nikt nawet nie przeczyta dalszego opisu możliwości technicznych automatu. Najprawdopodobniej część czytelników właśnie w tym miejscu zakończy lekturę mojego blogu.
Blisko dziesięć lat realizowałem produkcję korzystając z automatów tokarskich wzdłużnych oraz automatów tokarskich tzw. "drugiego zabiegu", czyli takich, które umożliwiają automatyczną obróbkę odkuwki, odlewu czy detalu wstępnie obrobionego np. na automacie rewolwerowym. Technologia produkcji oparta była o indywidualnie zaprojektowane dla danego procesu krzywki sterujące pracą narzędzi skrawających. Tak sobie pomyślałem, że warto podzielić się swoją wiedzą i przytoczyć rozwiązanie dla kilku detali, które produkowałem we własnej firmie. Przekazane w tym blogu informacje być może wykorzysta uczeń technikum mechanicznego uczący się obróbki skrawaniem, czy ktoś, w ręce którego trafiły krzywkowe automaty tokarskie wzdłużne, poprzeczne czy rewolwerowe. W necie jest niewiele informacji jak zaprojektować krzywki i ustawić cały proces. Proszę zwrócić uwagę na duże możliwości poniżej opisanych automatów. Była to epoka, w której nie było znane sterowanie mikroprocesorowe. W Polsce w tym czasie nie wykorzystywano falowników wektorowych a jedynym dostępnym rozwiązaniem płynnej zmiany prędkości obrotowej silników w napędach były układy Leonarda. Mimo takich ograniczeń można było zmienić w automacie prędkość wrzeciona w zakresie od 1.400 obr/min do 10.000 obr/min czyli 7x. Automaty umożliwiały toczenie, stawianie nakiełków, wiercenie, kalibrowanie otworów, nacinanie gwintów wewnętrznych i zewnętrznych oraz frezowanie frezami tarczowymi. W przypadku automatu drugiego zabiegu było możliwe wykonywanie gwintów ze wzornika. O funkcjonalności automatów tokarskich decydował osprzęt, który w latach 80-90 XX wieku nie było wcale łatwo pozyskać... Wierzcie mi, że po uruchomieniu pierwszej produkcji w strefę automatycznej obróbki, zalewanej olejem maszynowym, byłem wpatrzony z podziwem, jak w kolorowy telewizor (!) Zamówienia w tym czasie udawało mi się pozyskiwać w ilościach od 100 do 300 tysięcy sztuk detali. W większości detale "spadały" z automatów wykonane "na gotowo". Były to bolce kontaktowe wtyczek elektrycznych, nity zapięć do kożuchów, metalowe elementy jednomiarowych pipet medycznych, elementy termopar, trzpienie, dławiki hydrauliki siłowej, itp.
Obrabiane materiały to lotnicze stopy aluminium, mosiądz, stal automatowa, stal kwasoodporna i stal o specjalnych właściwościach ferromagnetycznych - ta ostatnia była potwornie trudna w obróbce, dużo trudniejsza od obróbki kwasówki.
 |
| Pusta karta operacyjna automatu wzdłużnego zapożyczona z MIFAM. |
- górne trzy niezależne suporty sterowane trzema indywidualnie zaprojektowanymi krzywkami,
- dolne dwa suporty połączone ze sobą wahliwą belką sterowane są jedną "wspólną" krzywką.
Dokładność obróbki odpowiada klasie 7 lub 6. Przypomnę, że klasa "7" chropowatości powierzchni określają parametry: Ra = 1,25 i Rz = 6,3 (jednostką jest mikrometr) taką powierzchnię uzyskuje się podczas szlifowania zgrubnego i bardzo dokładnego toczenia.
Automat tokarski jednowrzecionowy wzdłuzny typ: 652S niemieckiej produkcji UMF-RUHLA.
·
Pięć suportów.
·
Trzywrzecionowa głowica wiercąco gwintująca.
·
Średnica otworu wrzeciona 8 mm (6 mm).
·
Zakres obrotów wrzeciona 1.400 do 5.150 obr/min.
·
Liczba stopni prędkości wrzeciona -18.
·
Liczba prędkości wału rozdzielajacego na jedną
prędkość wrzeciona -48.
·
Największa długość posuwu pręta w ciągu 1 cyklu
- 70 mm.
·
Średnica nacinanego gwintu największa dla
mosiądzu M6, dla stali M4.
·
Najmniejsza średnica nacinanego gwintu M0,4.
·
Średnica wiercenia największa dla mosiądzu 5 mm,
dla stali 4 mm.
·
Najmniejsza średnica wiercenia 0,4 mm.
·
Największa długość gwintu lub wiercenia 25 mm.
·
Przekrój trzonka noży 6x6 mm.
·
Dodatkowe wyposażenie stanowi przystawka
frezująca detal poza cyklem głównym toczenia.
 |
| RUHLA imaki. |
 |
| Mosiężny nit zapięcia kożucha. |
 |
| Krzywka suportów 1-2. |
 |
| Pierścieniowa krzywka zderzaka. |

 |
| Krzywka wrzeciennika. |
 |
| Krzywka suportów 1-2 w wersji "2". |
 |
| Krzywka suportu 4. |
 |
| Krzywki suportów 3 i 5. |
Automat tokarski jednowrzecionowy wzdłużny typ: 1B10
produkcji ZSRR.
·
Pięć suportów.
·
Trzywrzecionowa głowica gwintująca.
·
Średnica otworu wrzeciona 7 mm (6mm).
·
Zakres obrotów wrzeciona 1.400 do 10.000
obr/min.
·
Liczba stopni prędkości obrotów wrzeciona -18.
·
Liczba stopni prędkości wału rozdzielającego na
jedną prędkość wrzeciona - 44.
·
Największa długość posuwu preta w ciągu 1 cyklu
- 60 mm.
·
Średnica nacinanego gwintu największa dla
mosiądzu M4, dla stali M3.
·
Najmniejsza średnica nacinanego gwintu M0,4.
·
Średnica wiercenia największa dla mosiądzu 4 mm,
dla stali 3 mm.
·
Najmniejsza średnica wiercenia 0,4 mm.
·
Największa długość gwintu lub wiercenia 30 mm.
·
Przekrój trzonka noży 8x8 mm.
 |
| CCCP imaki. |
 |
| Wzorniki krzywych podnoszenia i opuszczania dla suwów jałowych. Krzywki wrzeciennika dla wydajności: do 6 szt/min, 6-12 szt/min, 12-25 szt/min. |
 |
| Wzorniki krzywych podnoszenia i opuszczania dla suwów jałowych. Krzywka wrzeciennika dla wydajności: powyżej 25 szt/min. Krzywki wahacza dla wydajności: do 6 szt/min, 6-12 szt/min. |
 |
| Wzorniki krzywych podnoszenia i opuszczania dla suwów jałowych. Krzywki wahacza dla wydajności: 12-25 szt/min oraz powyżej 25 szt/min. |
 |
| Wzorniki krzywych podnoszenia i opuszczania dla suwów jałowych. Krzywk suportów pionowych 3, 4, 5 dla wydajności:do 25 szt/min i wydajności powyżej 25 szt/min. |



 |
| Opis faz procesu na krzywkach. |
 |
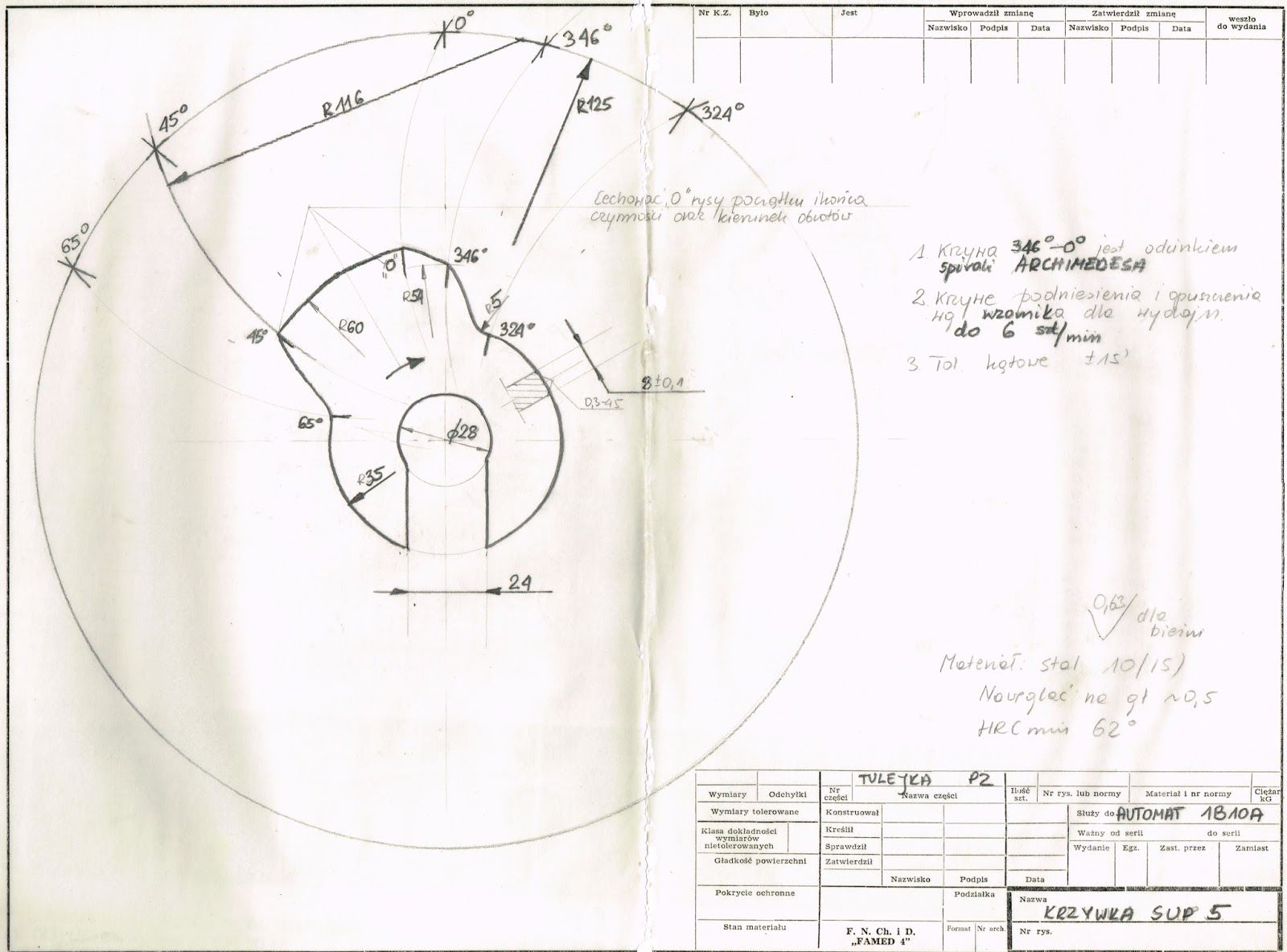
| Tulejka PZ wersją z otworem jednej średnicy. |
 |
| Tulejka PZ wersja z otworem dwustopniowym. |
 |
| Karta operacyjna strona 1. |
 |
| Karta operacyjna strona 2. |
 |
| Krzywka pierścieniowa. |
 |
| Krzywka wrzeciennika. |
 |
| Krzywka przechylania AP. 9. |
 |
| Krzywka suportów 1-2. |
 |
| Krzywka suportu 5. |
 |
| Krzywka suportu 4. |
 |
| Podkładki krzywek. |
 |
| Rysunki wierteł lewotnących NWKm o średnicach: 2,8; 3,02; 5,05 mm. |
 |
| Nawiertak nożowy - obroty prawe. |
 |
| Nawiertak - obroty lewe. |
 |
| Nóż N-1. |
 |
| Nóż N-2 dla prawych obrotów. |
 |
| Nóż N-2 dla lewych obrotów. |
 |
| Nóż N-5. |
 |
| Nóż N5 dla lewych obrotów. |
Podczas wiercenia otworów stosowałem reduktor służący do wielokrotnego wprowadzania wiertła. Ilość wyprowadzeń wyznacza się zależnie od zarysu krzywki. Podczas wyprowadzania wiertła z otworu ciecz chłodząca zmywa strużynę i smaruje wiertło.
 |
| Reduktor wielokrotnego wprowadzania wiertła. |




 |
| Czubek ze stali kwasoodpornej austenitycznej 1H18N9T. |
 |
| Czubek z kwasówki - karta operacyjna. |
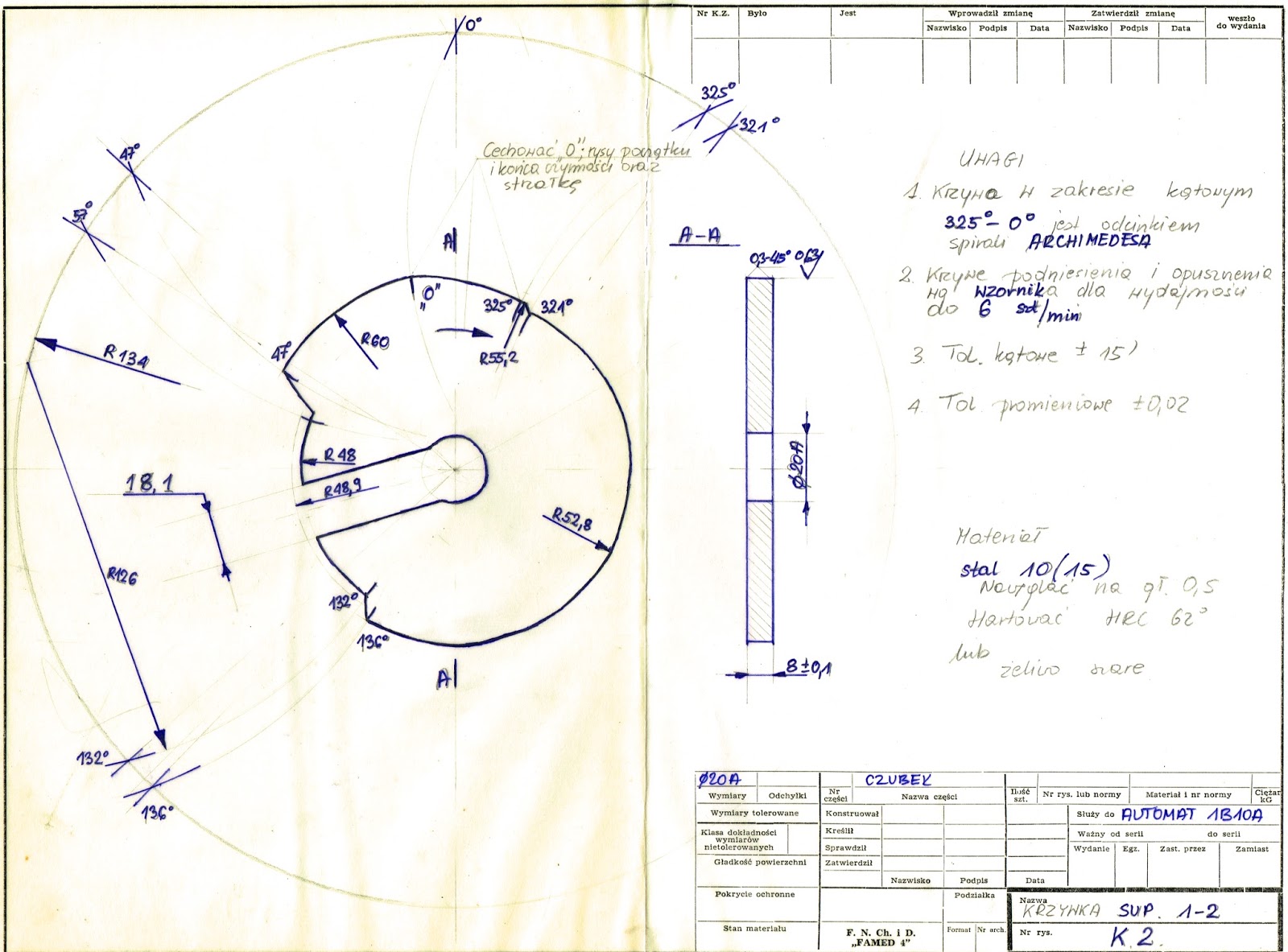 |
| Krzywka suportów 1-2. |
 |
| Krzywka suportu 4. |
 |
| Krzywka suportu 5. |
 |
| Krzywka wrzeciennika. |



 |
Kolejny automat tokarski z mojej "stajni" to BP-U16 z Fabryki Automatów Tokarskich z Bydgoszczy.
Oto przykładowe krzywki jednego z detali produkowanych dla Mennicy Państwowej. Jest to element pocztowego datownika. Detal ma radełkowaną główkę.
Dodatkowym zabiegiem jest postawienie fazy na wypływce powstałej podczas obróbki plastycznej, jaką jest postawienie moletki.







 |
| Nakrętka dociskowa M14x1 ze stopu PA7. |
 |
| Śruba kalibracyjna M10x1 ze stopu PA7. |
 |
| Sworznie w trzech wariantach wykonania. |
 |
| Sworzeń długości 26 mm średnicy 16 mm. |
 |
| Sworzeń długości 52 mm średnicy 16 mm. |
 |
| Sworzeń krzywka wahacza suportów 1-2. |
 |
| Sworzeń krzywka suportu 5 - stawianie fazy. |
Jak ten czas szybko płynie.....a automaty tokarskie stoją sobie niewykorzystane w warsztacie !
 |
| Zdjęcie autora blogu z okresu, kiedy powstawały powyżej opisane projekty krzywek. |
 |
| Złącze ze stopu AK-11. |
 |
| Pokrywa ze stopu AK-11. Całą obróbkę skrawaniem prowadziłem w chłodziwie spirytusowym. Podczas nagrzewania się ostrzy narzędzi skrawających spirytus intensywnie parował; pracownicy po 8 godzinach pracy wychodzili do domu w bardzo dobrych humorach. |
 |
| Nakrętka specjalna M12 SH8 wykonana przeze mnie w ilości 76.000 sztuk. Odbiorcą nakrętki były zakłady z Brna w Czechosłowacji. Ciekawy jestem kto dziś wie co kryje się pod oznaczeniem gwintu SH8 ??? |
 |
| Harmonogram rocznych dostaw 1988 rok - epoka kredek świecowych ! - co na to powiedzą miłośnicy Excela ? Windows 2.0 został wprowadzony pod koniec 1987 roku. W tym samym czasie pojawił się EXCEL 2.0. EXCEL 1.0 dedykowany był tylko dla komputerów MACINTOSH. Był to rok 1985. Wersja EXCEL 3.0 pojawiła się w 1990 roku. Dopiero w 2010 roku pojawił się EXCEL dla systemów 64 bitowych. Obecnie sprawiłem, że cyfrowo ożyły dokumenty, które nie miały prawa powstać jako cyfrowe (!) Oryginały po zeskanowaniu wyrzuciłem do kosza 😊. |
 |
| Na pierwszym planie: Automat tokarski 652 S RUCHLA. Na drugim planie: Automat tokarski 1B10 ZSRR. Z prawej strony: elektryczny piec mufowy z pełną automatyką. Zdjęcie wykonał autor bloga. |
ostatnio odkupiłem od znajomego automaty, m.in. 1B10. Studiuję DTR, żeby nauczyć się rysować krzywki i utknąłem przy posuw/obr. Jak to jest wyliczane? Będę wdzięczny za pomoc.
OdpowiedzUsuńBardzo fajny blog mam spadkowy automat bardzo bym chcial nauczyc sie rysowac krzywki i zrobic z niego uzytek
OdpowiedzUsuń:)
OdpowiedzUsuńDopiero teraz uświadomiłem sobie, jaką wiedzę i szkolenia muszą posiadać osoby, które pracują z maszynami CNC. Wszystkim wydaje się, że jest to takie proste, a niestety nie jest. Na szczęście ja na swojej drodze miałem to szczęście, że spotkałem odpowiednich fachowców. Wszystkie usługi wykonuje dla mnie zawsze https://radmot.pl/ . Mogę liczyć na ich precyzję, dobrą jakość i terminowość.
OdpowiedzUsuńBardzo lubię odwiedzać ten blog
OdpowiedzUsuńmasakra ile wiedzy
OdpowiedzUsuńAwaria pompy hydraulicznej w koparce może znacznie opóźnić realizację projektu. Na szczęście, serwis https://hydro-dex.com/naprawa-i-regeneracja-pomp-hydraulicznych-do-koparek/ oferuje szybką i skuteczną naprawę, co pozwala na minimalizację czasu przestoju. Doświadczeni technicy i wysokiej jakości części zamienne to gwarancja satysfakcji z wykonanej usługi.
OdpowiedzUsuńZgadza się, automaty tokarskie krzywkowe to już historia, ale niezwykle fascynująca. W czasach przed CNC były prawdziwym przełomem w produkcji masowej, szczególnie w obróbce detali, które dzisiaj pewnie byłyby robione za pomocą nowoczesnych maszyn sterowanych komputerowo. Ciekawe, jak mimo ograniczeń technologicznych, udało się osiągnąć taką precyzję i wydajność. To świetny przykład inżynierskiej kreatywności! Ciekawi mnie, jak dzisiejsze rozwiązania porównałyby się do tych starych automatów.
OdpowiedzUsuńsuper wpis
OdpowiedzUsuń